PLC Hidrolik Dingin Gulung Baja Forming Machine 3 In 1 NC Servo Feeder
Model TNCF5 dari Compact 3 In 1 NC Servo Mesin pengumpan
descrition:
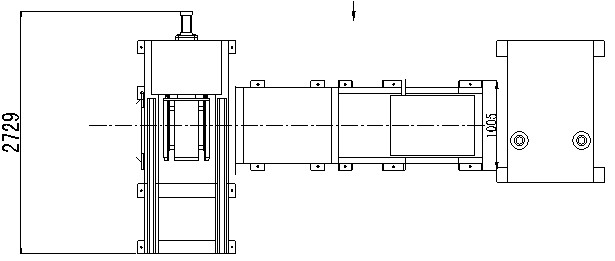
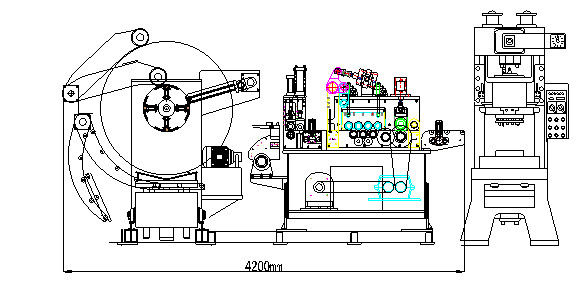
I. tata letak sistem
II. Induksi umum feed line press
Prinsip Compact Coil Jalur berkisar menggabungkan tiga fungsi garis coil, perataan dan makan material. Hal ini biasanya dicapai memanfaatkan beberapa konfigurasi, unit pelurus / pengumpan bersama dengan uncoiler bermotor; unit pelurus / pengumpan bersama dengan mobil coil bertenaga dan pakan servo / menarik melalui pelurus dan uncoiler bermotor.
Servo didorong feed berbagi banyak keuntungan dengan pers didorong berbagai, seperti persyaratan minimal ruang, pemeliharaan rendah, dan kecepatan tinggi. Namun, servo feed juga memberikan manfaat yang menekan unit Driven tidak bisa. Fakta bahwa mereka memanfaatkan kontrol mikroprosesor berbasis memberi mereka dimensi tambahan. Fitur seperti pola diprogram bergerak, diagnostik diri, koreksi otomatis, dan kemampuan untuk berkomunikasi dengan otomatisasi - hanya untuk beberapa nama - membedakan mereka dari jenis lain feed.
Servo drive telah digunakan untuk penentuan posisi aplikasi di bidang manufaktur selama beberapa dekade. Teknologi ini telah matang ke titik bahwa drive ini lebih handal dan lebih murah daripada mereka di masa lalu. Jumlah produsen dalam negeri dan luar negeri telah meningkat secara dramatis dalam beberapa tahun terakhir. Keandalan meningkat, modularitas, dan fitur self-diagnostik sistem servo telah melakukan banyak untuk meringankan kekhawatiran yang ada sebelumnya, meskipun bahkan sekarang mungkin masih memerlukan gelar cukup keahlian teknis untuk mengisolasi beberapa masalah.
AKU AKU AKU. Data teknis:
Meterial gulungan baja dingin
Coil Berat: 5,000KG
Jalur Lebar: MAX 1000mm
Jalur Tebal untuk kapasitas: 0.5-2.5mm
Coil O. D: 1500 mm (max)
Coil ID: 508mm (max)
Feeding Akurasi: + 0,15 mm
Pakan 9999.99mm panjang input
Pakan Kecepatan: 15 m / min
Listrik: 380 Volt 50 Hz.
Feeder listrik servo 7.5kw motor AC
IV. Feeding fitur dalam program PLC dari MITSUBISHI
1.NC Servo makan. Beroperasi dengan Komputerisasi Numerical Control oleh Program PLC dari MITSUBISHI dibuat di Jepang. Bagian listrik dari YASKAWA dibuat di Jepang termasuk Servo Motor, driver, encoder
2.high makan presisi: untuk memenuhi kedatangan industri hi-tech, yang dikendalikan oleh komputer tertutup sistem umpan balik rangkaian untuk menjaga tingkat presisi dalam +/- 0.15mm
3.Feeding fungsi: masukan 5 set umpan panjang yang berbeda, masing-masing kelompok memberikan 999 kali untuk meninju atau memotong untuk memenuhi pengolahan produk khusus.
4.High rilis efisiensi perangkat, sesuai dengan penyesuaian sinyal dari mesin press melalui kawat kabel.
5.Setting panjang pakan: langsung masukan umpan panjang di piring kontrol, dan jarak maka dapat menjangkau dibutuhkan, umpan panjang max 9999.99mm
Fitur V. Straightening.
1. 3 in 1 NC pengumpan uncoiler dan pelurus menghemat ruang dan meningkatkan produktivitas.
2. pelurus dan penyesuaian ketebalan oleh gigi mikro-adjuster indikator referensi muka 4 worm withreading 0.1mm.
3. Pakan dan pelurus roll dengan hard chrome berlapis.
4. Tinggi kaku desain mekanik konstruksi yang kokoh, dan output daya tinggi untuk mengamankan meluruskan tepat dan makan selama kecepatan meningkatkan efisiensi.
5. Sistem kontrol loop listrik.
6. Daya tahan perangkat lengan
7. Inverse kurva roll, mudah untuk mengatur kurva naik atau turun dari makan arah pintu keluar.
8. baris Feeding mudah disesuaikan dengan muka gigi cacing sekrup perangkat Jacks
9. Coil Bahan Masuk mendukung Majelis dalam rol mencubit.
Panduan sisi 10. Coil
11. catenary Outgoing untuk membantu dan mendukung materi
VI. DAFTAR PERALATAN DALAM LINGKUP SUPPLY:
- mobil coil
- Decoiler
- Snubber Roller (Membimbing Equipment)
- perangkat entry Strip.
- lingkaran senor
- Panduan Side Roller I
- pengumpan dan pelurus
- melepaskan berfungsi
- Panduan Side Roller II
- Sistem listrik.
- sistem pnematic
- sistem hidrolik
VII. Mesin partsproposal.
- Entri mobil coil (opsional)


Aplikasi
Mobil masuk kumparan akan hidrolik digerakkan. Ini akan digunakan untuk Traverse dan beban koil ke mandrel dari decoiler tersebut.
Untuk mengulur waktu saat bekerja, koil baru dimuat ke mobil coil dan mengangkat ke posisi mandrel dengan lift hidrolik dan coil mobil mulai bergerak secara horizontal membiarkan mandrel masuk ke dalam melalui kumparan Kemudian bergerak memuat mobil ke posisi parkir.
Konstruksi:
Mobil coil adalah tubuh palsu dari bahan utama; dipasang di roda mengeras dan as dengan bola rol Bearing. Angkat wajah harus dari desain berbentuk 'V'. Cradle (yaitu V - bingkai Shape) dinaikkan dan diturunkan oleh rel Panduan dan sepasang silinder hidrolik. Melintasi mobil coil dicapai oleh motor listrik dengan gigi dan pinion drive. Sebuah rantai tarik disediakan untuk routing selang hidrolik untuk mengangkat dan fungsi melintasi dan Drag Rantai disediakan
Data teknis:
Jenis Coil Mobil: Panduan Jenis, Lantai dipasang
Lift / fungsi Bawah: Dengan silinder hidrolik dengan empat Colum
Angkat Stroke: 350mm
Kapasitas: 5000kg
2 Snubber Roller di tahan lengan (Membimbing Equipment):

Aplikasi
Anti coil istirahat roll dan membimbing kumparan ke garis kumparan.
Ini akan beroperasi dengan decoiler dan pengupas coil untuk memberi makan-up akhir kumparan. Gulungan akan beruang di atas kumparan, menahan bungkus luar dan mengemudi ke depan.
Sebuah motor didorong Snubber, (tekanan rol) untuk mencegah kumparan dari jam bermunculan ketika tali retensi koil dihapus. Alur yang diperlukan pada snubber, untuk mengaktifkan kembali tegap kumparan sebagian dikonsumsi ketika mereka memutar ulang pada mandrel. The Snubber akan mampu mengemudi di kedua pakan dan mengambil arah.
Konstruksi:
Snubber Gulung terbuat dari Steel Pipe dengan jurnal cocok sepatutnya mesin untuk dipasang pada bantalan anti-gesekan. The Snubber roll dilapisi dengan Poly karet. Gulungan Poly digerakkan oleh motor listrik dengan rantai & sproket sistem. Snubber Roll dan Drive sistem yang dipasang pada struktur fabrikasi yang pada gilirannya dipasang pada struktur yang berdekatan tubuh Pinch Roll. Aktuasi lengan adalah dengan silinder hidrolik. Kenaikan dan rendah fungsi akan capai dengan silinder hidrolik.
Anti coil istirahat gulungan
Untuk menghindari coil istirahat selama threading kumparan and roll akan diposisikan oleh silinder hidrolik dengan tabel unit threading.
Strip harus berulir ke Jalur secara semi-otomatis, menggunakan pembuka coil dengan berbagai gerakan seperti atas / bawah maju / mundur, & pembuka hidung dengan jenis rotasi.
Data teknis :
- Lapisan pada Snubber Roller: Poly Coated
- Aktuasi lengan:: silinder hidrolik
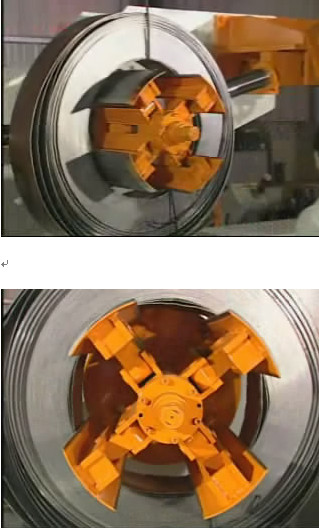
3 Decoiler (Hydraulic Expanded):
Aplikasi
Decoiler dapat menangani kumparan dan mampu memberi makan kumparan ke Jalur coil, dan juga memutar kumparan sebagian dikonsumsi, sehingga mereka dapat kembali diikat sementara masih pada mandrel, sebelum kembali ke Fasilitas Coil Storage untuk digunakan di kemudian hari .
Decoiler bermotor dengan mandrel memperluas dengan cara hidrolik. Maju dan sebaliknya operasi mandrel akan mungkin dengan cara manual dan otomatis. Sebuah mobil coil harus disediakan untuk memuat kumparan untuk mandrel.
Konstruksi:
Decoiler hidrolik diperluas & runtuh, baja fabrikasi sepatutnya mesin, dipasang pada poros tugas berat pada bantalan anti-gesekan. Ekspansi - runtuhnya oleh silinder hidrolik. Tubuh individu konstruksi baja fabrikasi
Ekspansi: hidrolik dilengkapi dengan digerakkan 4 segmen menghubungkan jenis wedge.
Data teknis:
- Mode Operasi: dengan Hydraulic Cylinder
- Diameter dalam: Ø460-520 (Max.)
- Diameter luar: 1800mm
- Kapasitas memuat: 5000kg
4. loop kontrol sensor:

Aplikasi
Memiliki mata listrik senor untuk mengontrol
decoiler dan pelurus kerja. Hal ini dapat menjaga perdamaian kecepatan kerja untuk decoiler dan pelurus. Masuknya lingkaran akan menciptakan zona penyangga untuk centering mudah bagi proses tahap berikutnya. Sumber cahaya dan sensor disediakan untuk merasakan posisi lingkaran.
5. Masuk dukungan perangkat:
tabel threading dapat threading strip dan Kontrol oleh pneumatik.
6. panduan sisi Teknik.
Aplikasi:
Lebar harus disesuaikan secara manual dengan tangan-roda dan gerakan harus
dicapai dengan membimbing poros dengan Tangan Kiri & Kanan Tangan Thread pada poros yang sama dan membimbing kumparan untuk pelurus
Konstruksi:
Tubuh dibuat dengan rol dipasang secara vertikal di dua sisi (2 Nos. Rol setiap sisi). Roller dipasang secara vertikal.
- Penyesuaian: user
- Pelumas: gun Grease
7. pelurus dan Feeder

Aplikasi
Pelurus dapat meratakan coil baja dan pengaturan pengumpan
Konstruksi:
pelurus dilas dasar pelat baja dan "H" struktur Jenis mesin.
Tubuh Roll Pinch harus dibuat dari pelat utama dan mesin untuk rumah majelis roll. Roll atas dan tombol roll membelokkan strip dari Uncoiler sesuai garis lulus. Bagian atas gulungan menggerakkan atas dan ke bawah dengan cara sepasang silinder pneumatik. Pelurus dilengkapi dengan roda gigi mengeras (60 derajat HRC), mengeras gulungan (42CrMo) Bearing tersedia untuk fungsi rotary adalah Needle Roller Bearing dan minyak dilumasi secara otomatis.
Frame atas dan karena itu gerakan paralel Bank atas untuk menyesuaikan gulungan penetrasi sesuai dengan ketebalan material oleh pengguna dengan indikator mikro.
Frame atas horizontal berputar, yakni dapat berputar di sekitar sumbu horisontal tegak lurus terhadap sumbu garis untuk memungkinkan penetrasi lebih dalam dari gulungan entri.
Struktur membawa mesin baik dimensioned sesuai dengan deformasi dan memegang gerakan bingkai atas.
Dalam Rollers pengumpan; Top roll dan Bawah rol Hard Chrome Plated. Roll atas adalah menggerakkan atas dan ke bawah dengan sepasang silinder pneumatik. Roll bawah harus digerakkan oleh motor servo. Pakan rol perakitan dengan Servo Motor didorong yang akan memberikan rasa panjang untuk makan. Roller harus diangkat dan diturunkan dengan fungsi silinder atau rilis pneumatik
Pelurus dan pengumpan gulungan didorong melalui AC motor servo drive bermotor, gearbox, poros.
Data teknis:
- Pelurus Kerja roll: Jumlah Rolls - upper4 / lower3 potongan
- Bahan - 42CrMo.
- Kekerasan - 52 untuk 60HRC
- Plating - Chrome Plating
- Model TNCF5-1000,
- Max lebar. 1000mm;
- Mencubit roll 1 set (Atas / Bawah);
- Umpan Gulung 1 set (Atas / Bawah);
- Kecepatan 15 meter per menit;
- Umpan Tingkat dari lantai 1100-1200.
8. Melepaskan dan menjepit oleh Pneumatic
Untuk melepaskan roller atas setiap stroke pers di hadapan cam.
Pilot rilis pin
Rilis percontohan adalah tindakan sesaat melepaskan strip untuk memungkinkan untuk disejajarkan dengan pin percontohan dalam mati progresif. Pin dalam die akan mengoreksi sedikit
mis-feed dengan menarik materi kembali ke posisinya. Fitur ini digunakan terutama dengan progressive dies tetapi dapat bermanfaat dalam aplikasi yang tidak menggunakan dies non-progresif juga. Sejumlah kecil misalignment atau camber dapat ditoleransi dengan melepaskan bahan di bagian bawah stroke pers saat itu dipegang oleh alat bahkan jika tidak ada tanda percontohan. Rilis sesaat ini membantu meringankan dibangun stres dan mengikat strip melalui pakan karena misalignment atau camber dan meredakan masalah berjalan.
9. Panduan sisi Teknik II untuk output

Aplikasi:
Lebar harus disesuaikan secara manual dengan tangan-roda dan gerakan harus
dicapai dengan membimbing poros dengan Tangan Kiri & Kanan Tangan Thread pada poros yang sama dan membimbing kumparan kepada pers
Konstruksi:
Tubuh dibuat dengan rol dipasang secara vertikal di dua sisi (2 Nos. Rol setiap sisi). Roller dipasang secara vertikal.
- Penyesuaian: user
- Pelumas: gun Grease
10. Sistem Listrik:
Sistem ini memiliki kontrol penuh peralatan dengan cara satu PLC diprogram
Sistem ini dilengkapi dengan PLC di meja kontrol utama seperti HMI (Human Machine Interface). Parameter kerja yang tergabung dalam HMI dan dikomunikasikan dengan PLC.
Operator Interface (HMI)
Karena komponen utama dari solusi Otomasi logam garis kumparan yang Net Control ™, semua proses dan informasi diagnostik yang tersedia untuk tampilan dan interaksi dengan operator. Dengan pra-pemrograman pajangan ini ke dalam desain user-friendly terbukti, kami telah membuat HMIs kompleks terjangkau. Mesin ini dilengkapi dengan layar berikut:
Sekilas mesin -
Meningkatkan efisiensi dengan menyediakan operator tampilan visual dari drive dan mesin parameter di kedua grafik bar dan format digital.
Kesalahan Ringkasan - Layar ini mengidentifikasi alarm dan kesalahan. Ketika kesalahan terjadi yang menyebabkan garis untuk menutup, semua kesalahan diidentifikasi dan kesalahan berkedip pertama.
Jalur Run Permisif - Garis run layar permisif daftar semua drive, tambahan
dan peralatan terkait lainnya yang diperlukan untuk memulai garis coil.
Automated Berhenti Pada Panjang atau Diameter Set-up - Operator set up otomatis
berhenti pada panjang atau diameter counter melalui layar ini.
Sistem Hidrolik 11.
Satu hidrolik Power Pack dengan pompa stand-by disediakan untuk fungsi hidrolik sejalan dan itu akan tetap dalam lingkup kami suplai yang adalah sebagai berikut.
Hydraulic Power Pack terdiri dari:
• Unit Siaga memompa dan silinder
• aksesoris standar seperti saklar suhu, filler dan nafas, dll
katup kontrol
• Katup kontrol untuk setiap peralatan atau kelompok alat dipasang pada peralatan masing-masing dan pipa.
• Setiap kontrol katup / kelompok katup dilengkapi dengan katup mengisolasi pada baris 'P' dan Check valve pada baris 'T' untuk kemudahan pemeliharaan.
• Tekanan saklar disediakan untuk Uncoiler ekspansi silinder untuk interlock
12. sistem pneumatik:
Kontrol pneumatik digunakan pada berbagai peralatan untuk actuations. Katup kontrol pneumatik dipasang pada peralatan individu dan pipa.
Sistem pneumatik terdiri dari berikut.
• The perpipaan pada peralatan terdiri dari pipa fleksibel diperlukan dengan push di jenis alat kelengkapan untuk memudahkan perawatan.
Siaga unit pompa dan silinder
13. Tata letak sistem menggambar (di attach)
gambar kerja
mobil coil
Pemuatan
Decoiler dan lengan snubber
coil threading

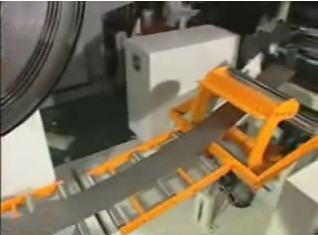
Staightener dan pengumpan
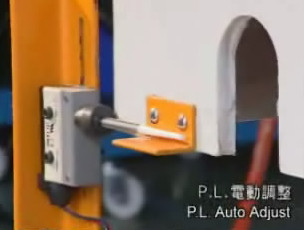
Lulus jalur adjustable
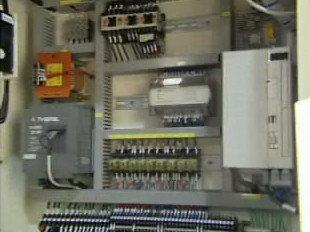
PLC dan servo drive di meja kontrol Listrik

Meja kontrol listrik dengan panel sentuh


 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!