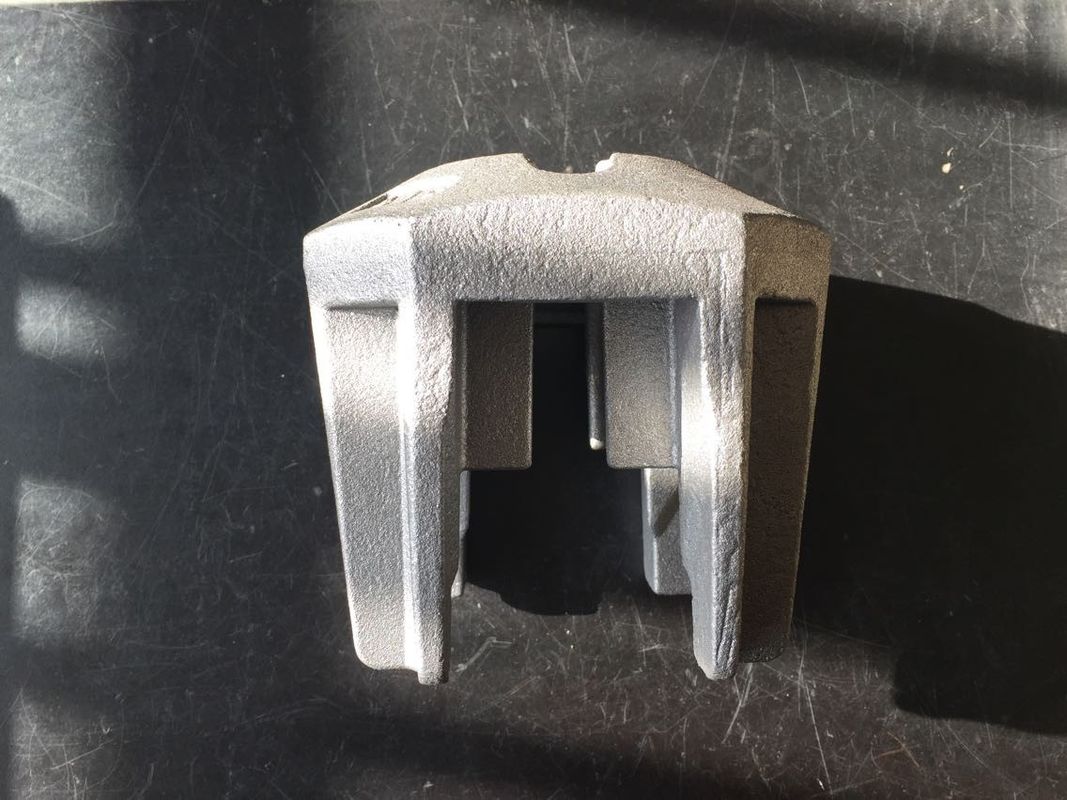
casting investasi ledger aksesoris akhir perancah untuk perancah.
spesifikasi:
| Parameter teknis untuk kacang prop | Proses | baja cor presisi |
| Ukuran | Berdasarkan gambar pelanggan |
| Berat | 8KG |
| Bahan | baja cor |
| Pengobatan permukaan | galvanizing dingin |
| Toleransi | 0.2mm |

Deskripsi:
casting investasi adalah sebuah proses industri berdasarkan dan juga disebut pengecoran hilang-lilin, salah satu yang tertua
dikenal logam-membentuk techniques.From 5.000 tahun yang lalu, ketika lilin lebah membentuk pola, untuk lilin-teknologi tinggi saat ini, bahan tahan api dan paduan spesialis, tuang memungkinkan produksi
komponen dengan akurasi, pengulangan, fleksibilitas dan integritas dalam berbagai logam dan tinggi
paduan kinerja. Hilang-busa casting bentuk modern dari pengecoran investasi yang menghilangkan langkah-langkah tertentu dalam proses.
Ada berbagai bahan yang dapat digunakan untuk proses pengecoran investasi, termasuk stainless
paduan baja, kuningan, aluminium, dan baja karbon. Materi yang dituangkan ke dalam rongga keramik dirancang untuk
membuat duplikat yang tepat dari bagian yang diinginkan. casting investasi dapat mengurangi kebutuhan sekunder
mesin dengan menyediakan coran untuk membentuk.
Gips dapat dibuat dari model lilin sendiri, metode langsung; atau dari salinan lilin dari model yang tidak perlu lilin, metode tidak langsung. Langkah-langkah berikut adalah untuk proses tidak langsung yang dapat mengambil dua hari untuk satu minggu untuk menyelesaikan.
Menghasilkan pola induk: Seorang seniman atau pembuat cetakan menciptakan pola asli dari lilin, tanah liat, kayu,
plastik, baja, atau bahan lain.
Mouldmaking: Sebuah cetakan, dikenal sebagai master die, terbuat dari pola induk. Master pola mungkin
dibuat dari rendah-leleh-titik logam, baja, atau kayu. Jika pola baja diciptakan maka rendah melting-
Titik logam mungkin akan dilemparkan langsung dari pola induk. cetakan karet juga dapat dilemparkan langsung dari
Master pola. Langkah pertama juga dapat dilewati jika master die adalah mesin langsung ke baja.
Menghasilkan pola lilin: Meskipun disebut pola lilin, bahan pola ini juga mencakup plastik dan beku
air raksa. pola lilin dapat diproduksi dalam satu dari dua cara. Dalam satu proses lilin dituangkan ke dalam
cetakan dan berdesir sekitar sampai bahkan lapisan, biasanya sekitar 3 mm (0,12 di) tebal, meliputi permukaan bagian
cetakan. Ini diulang sampai ketebalan yang diinginkan tercapai. Metode lain adalah mengisi seluruh yang
cetakan dengan lilin cair, dan biarkan dingin, sampai ketebalan yang diinginkan telah ditetapkan pada permukaan cetakan. Setelah
ini sisa lilin dituangkan lagi, cetakan terbalik dan lapisan lilin yang tersisa untuk
dingin dan mengeras. Dengan metode ini lebih sulit untuk mengontrol ketebalan keseluruhan lapisan lilin.
Jika inti diperlukan, ada dua pilihan: lilin larut atau keramik. core lilin larut dirancang untuk mencair
dari lapisan investasi dengan sisa pola lilin, sedangkan core keramik tetap menjadi bagian dari
pola lilin dan dihapus setelah benda kerja dilemparkan.
Merakit pola lilin: Pola lilin kemudian dikeluarkan dari cetakan. Tergantung pada
aplikasi pola lilin beberapa dapat dibuat sehingga mereka semua bisa dilemparkan sekaligus. Dalam aplikasi lain,
beberapa pola lilin yang berbeda dapat dibuat dan kemudian dirakit menjadi satu pola yang kompleks. Pada bagian pertama
huruf yang beberapa pola yang melekat pada sariawan lilin, dengan hasil yang dikenal sebagai cluster pola, atau pohon;
sebanyak beberapa ratus pola dapat dirakit menjadi sebuah pohon. Peleburan sering menggunakan tanda pendaftaran
untuk menunjukkan persis di mana mereka go.The pola lilin yang melekat pada sariawan atau satu sama lain dengan cara
logam dipanaskan pola tool.The lilin juga dapat dikejar, yang berarti garis perpisahan atau berkedip yang digosok
menggunakan alat logam dipanaskan. Akhirnya ia berpakaian, yang berarti setiap ketidaksempurnaan lainnya ditangani
sehingga lilin sekarang terlihat seperti potongan selesai.
Investasi: Cetakan keramik, yang dikenal sebagai investasi, diproduksi oleh tiga langkah mengulangi: coating,
stuccoing, dan pengerasan. Langkah pertama melibatkan mencelupkan cluster menjadi bubur bahan tahan api baik
dan kemudian membiarkan kelebihan menguras off, sehingga permukaan seragam diproduksi. bahan halus ini digunakan pertama yang
memberikan permukaan halus dan mereproduksi rincian halus. Pada langkah kedua, cluster stuccoed dengan
partikel keramik kasar, dengan mencelupkan ke dalam tempat tidur fluidised, menempatkannya dalam curah hujan-sander, atau dengan menerapkan oleh
tangan. Akhirnya, lapisan ini dibiarkan mengeras. Langkah-langkah ini diulang sampai investasi adalah
diperlukan tebal, yang biasanya 5 sampai 15 mm (0,2-0,6 dalam). Perhatikan bahwa lapisan pertama dikenal sebagai
mantel perdana. Sebuah alternatif untuk beberapa dips adalah untuk menempatkan cluster terbalik dalam labu dan kemudian cair
Bahan investasi dituangkan ke dalam termos. labu kemudian bergetar untuk memungkinkan udara terperangkap untuk melarikan diri dan
membantu bahan investasi mengisi semua bahan tahan api details.Common digunakan untuk membuat
investasi adalah: silika, zirkon, berbagai silikat aluminium, dan alumina. Silika biasanya digunakan dalam menyatu
bentuk silika, tapi kadang-kadang kuarsa digunakan karena lebih murah. silikat Aluminium adalah campuran
alumina dan silika, di mana campuran umum digunakan memiliki kandungan alumina 42-72%; pada 72%
alumina senyawa yang dikenal sebagai mullite. Selama mantel primer, refraktori berbasis zirkon yang
umum digunakan, karena zirkonium kurang cenderung bereaksi dengan metal.Chamotte cair adalah lain
bahan tahan api yang telah digunakan. Sebelum silika, campuran plester dan bawah ke atas cetakan tua itu
used.The pengikat digunakan untuk menahan bahan tahan api di tempat meliputi: etil silikat (alkohol-based dan
kimiawi set), silika koloid (berbasis air, juga dikenal sebagai silika sol, ditetapkan oleh pengeringan), natrium silikat, dan
hybrid ini dikendalikan untuk pH dan viskositas.
Dewax: Investasi kemudian dibiarkan benar-benar kering, yang dapat mengambil 16 sampai 48 jam. Pengeringan dapat
ditingkatkan dengan menerapkan vakum atau meminimalkan kelembaban lingkungan. Hal ini kemudian berubah terbalik
dan ditempatkan dalam tungku atau autoclave mencair dan / atau menguap lilin. Kebanyakan kegagalan shell terjadi pada ini
titik karena lilin yang digunakan memiliki koefisien ekspansi termal yang jauh lebih besar dari
Bahan investasi sekitarnya, sehingga lilin dipanaskan mengembang dan menginduksi tekanan besar. Dalam urutan
untuk meminimalkan tekanan ini lilin dipanaskan secepat mungkin sehingga permukaan lilin bisa meleleh
ke permukaan investasi atau kehabisan cetakan, yang membuat ruang untuk sisa lilin untuk
memperluas. Dalam situasi tertentu lubang dapat dibor ke dalam cetakan terlebih dahulu untuk membantu mengurangi tekanan tersebut.
Setiap lilin yang habis dari cetakan biasanya pulih dan digunakan kembali.
Burnout & pemanasan awal: cetakan tersebut kemudian mengalami burnout, yang memanaskan cetakan antara 870 ° C
dan 1095 ° C untuk menghilangkan kelembaban dan sisa lilin, dan untuk sinter cetakan. Kadang-kadang pemanasan ini
juga digunakan sebagai panaskan, tapi lain kali cetakan dibiarkan dingin sehingga dapat diuji. Jika ada yang retak
ditemukan mereka dapat diperbaiki dengan bubur keramik atau semen khusus. cetakan dipanaskan untuk memungkinkan
logam untuk tinggal cair lagi untuk mengisi rincian apapun dan untuk meningkatkan akurasi dimensi, karena cetakan dan
pengecoran keren bersama-sama.
Menuangkan: Cetakan investasi kemudian ditempatkan cup-atas ke dalam bak berisi pasir. logam mungkin
gravitasi dituangkan, tetapi jika ada bagian tipis dalam cetakan itu dapat diisi dengan menerapkan tekanan udara positif,
cor vakum, tilt cor, tekanan dibantu menuangkan, atau cor sentrifugal.
Divestasi: Shell dipalu, media mengecam, bergetar, waterjeted, atau kimia terlarut (kadang-kadang
dengan nitrogen cair) untuk melepaskan casting. sariawan dipotong dan daur ulang. casting maka mungkin
dibersihkan untuk menghilangkan tanda-tanda proses pengecoran, biasanya dengan menggiling.
Dalam rangka mengembangkan dan mempertahankan reputasi kami sebagai pemasok kelas dunia untuk produsen OEM global,
kami telah berinvestasi dalam kualitas, pelayanan, teknologi dan orang. Kami adalah ISO 9001: 2000 bersertifikat
perusahaan dan dengan demikian telah didokumentasikan
prosedur dan praktek untuk memastikan tingkat tertinggi layanan kepada pelanggan kami. Sebagai hasil dari yang cepat
dan pertumbuhan terus,
kami telah memperluas manajemen dan teknis tim kami dan memastikan bahwa mereka dilatih dalam terbaru
teknologi dan manajemen pengecoran practices.Our dan tim engineering menerima upgrade terus menerus
di sekolah seperti Qinghua Universitas Beijing dan berbagai perguruan tinggi pengecoran di wilayah tersebut. Kami juga
didedikasikan untuk menyediakan pekerja kami dengan kelas reguler diajarkan oleh instruktur yang berkualitas pada banyak bervariasi
praktek pengecoran dan prosedur yang kita gunakan di GSC.
Setiap casting baru yang GSC menghasilkan dipelajari secara ekstensif untuk bentuk, fungsi dan selesai sebelum kita pernah memotong
setiap kayu atau menuangkan plastik untuk pola. Kami merasa bahwa komitmen untuk perencanaan rinci, keterlibatan kami
pelanggan dalam prosedur perencanaan dan memilih methoding pengecoran yang tepat, tidak hanya sangat
mengurangi lead time untuk prototipe accurateand kualitas tinggi, tetapi juga menghasilkan kualitas produksi yang tinggi
coran. Hal ini juga terbukti mengurangi waktu dari konsep (gambar) untuk coran produksi.
Layanan OEM
Kami menyediakan layanan OEM untuk semua klien kami, kami akan memproduksi secara ketat berdasarkan gambar Anda.
Silahkan kirim gambar atau inquiry

 Pesan Anda harus antara 20-3.000 karakter!
Pesan Anda harus antara 20-3.000 karakter!